




Процес виробництва притертих конічних шестерень
Процес виробництва притираногоконічні шестернівключає кілька кроків для забезпечення точності та якості. Ось загальний огляд процесу:
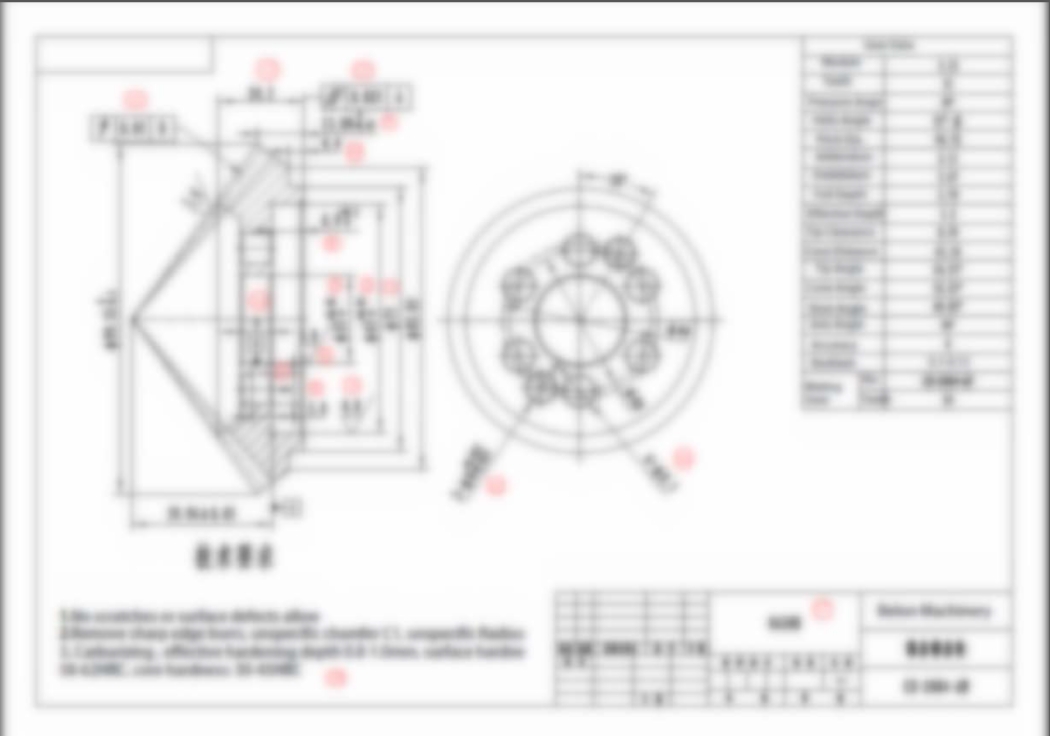
ДизайнПершим кроком є проектування конічних шестерень відповідно до конкретних вимог застосування. Це включає визначення профілю зуба, діаметра, кроку та інших розмірів.
Вибір матеріалуВисокоякісна сталь або леговані матеріали зазвичай використовуються для притираних конічних шестерень завдяки їхній міцності та довговічності.

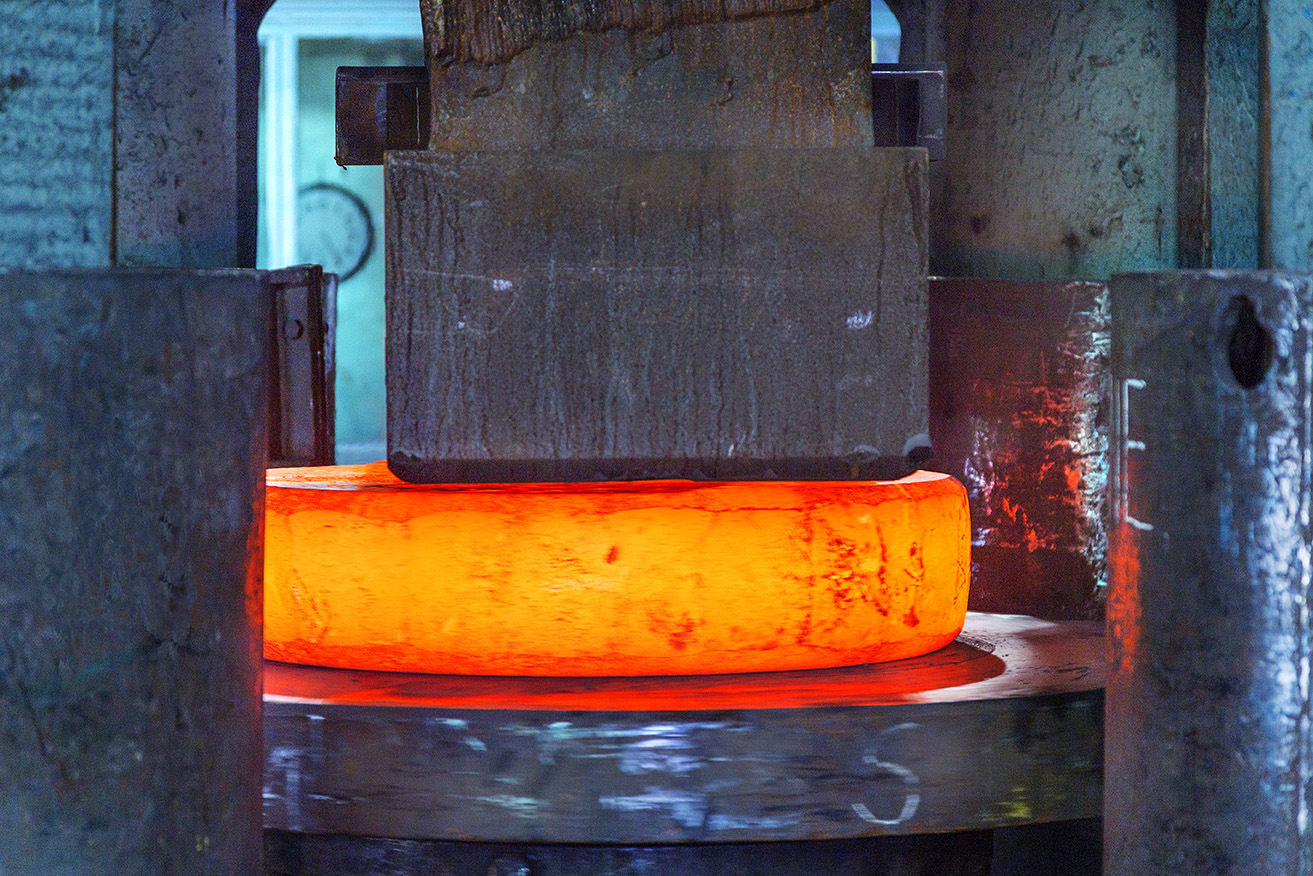
КуванняМетал нагрівається та формується за допомогою стискаючих сил для створення бажаної форми шестерні.
Токарний верстат: чорнове точіння: видалення матеріалу та надання форми. Чистове точіння: досягнення кінцевих розмірів та якості поверхні заготовки.

ФрезеруванняЗаготовки шестерень вирізаються з вибраного матеріалу за допомогою ЧПК-обробки. Це передбачає видалення зайвого матеріалу, зберігаючи при цьому бажану форму та розміри.

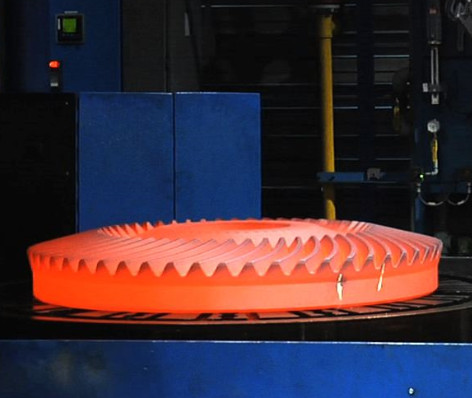
Термічна обробкаПотім піддаються термічній обробці для підвищення їхньої міцності та твердості. Конкретний процес термічної обробки може відрізнятися залежно від використаного матеріалу.
Шліфування зовнішнього/внутрішнього діаметраПропонує переваги з точки зору точності, універсальності, якості поверхні та економічної ефективності

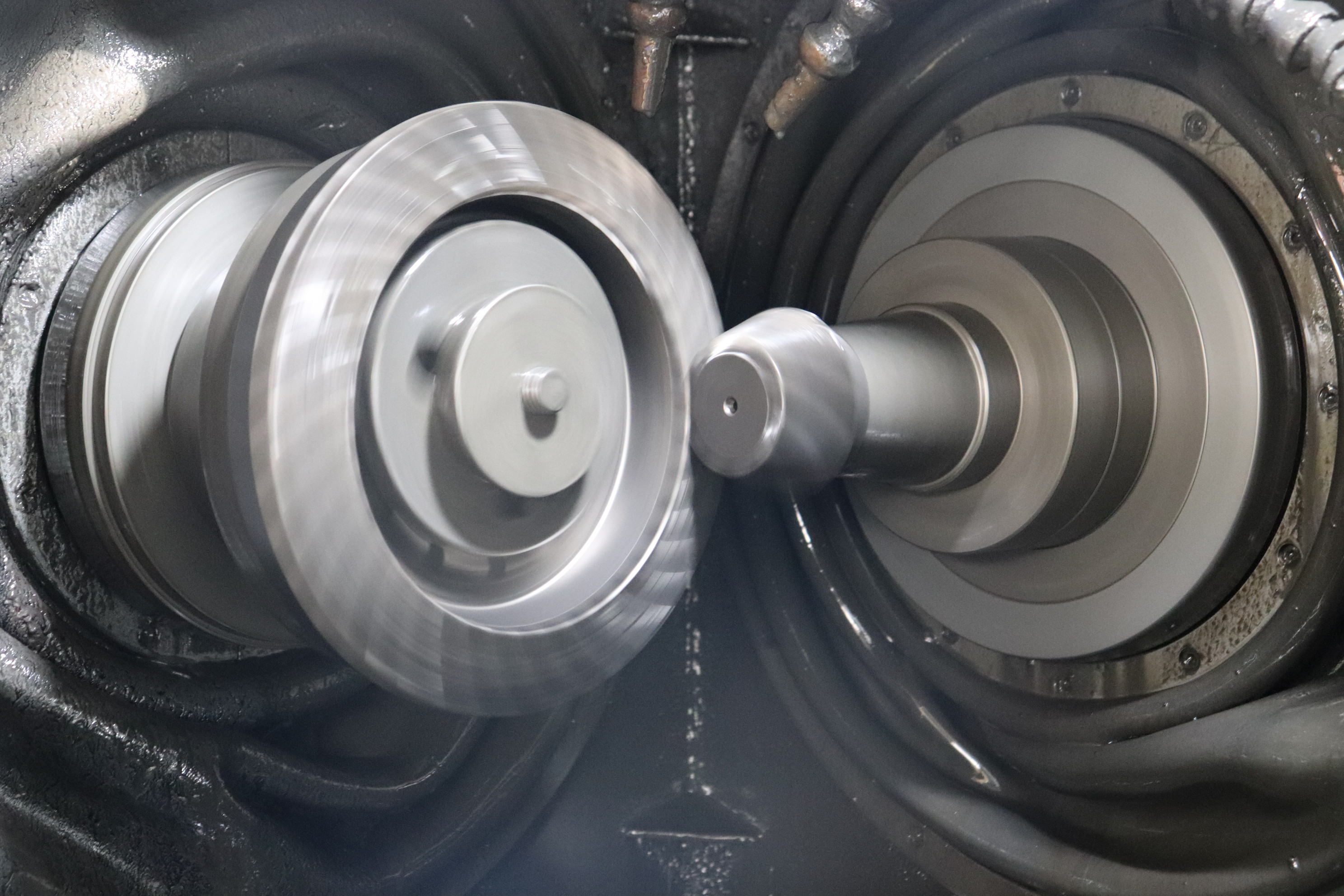
ПритиркаПритирання є важливим етапом у виробництві конічних шестерень. Воно включає тертя зубів шестерні об обертовий притирний інструмент, зазвичай виготовлений з м'якого матеріалу, такого як бронза або чавун. Процес притирання допомагає досягти жорстких допусків, гладких поверхонь та належних контурів контакту зубів.
Процес очищення: Theконічні шестерніможуть проходити фінішні процеси, такі як видалення задирок, очищення та обробка поверхні, для покращення їхнього зовнішнього вигляду та захисту від корозії
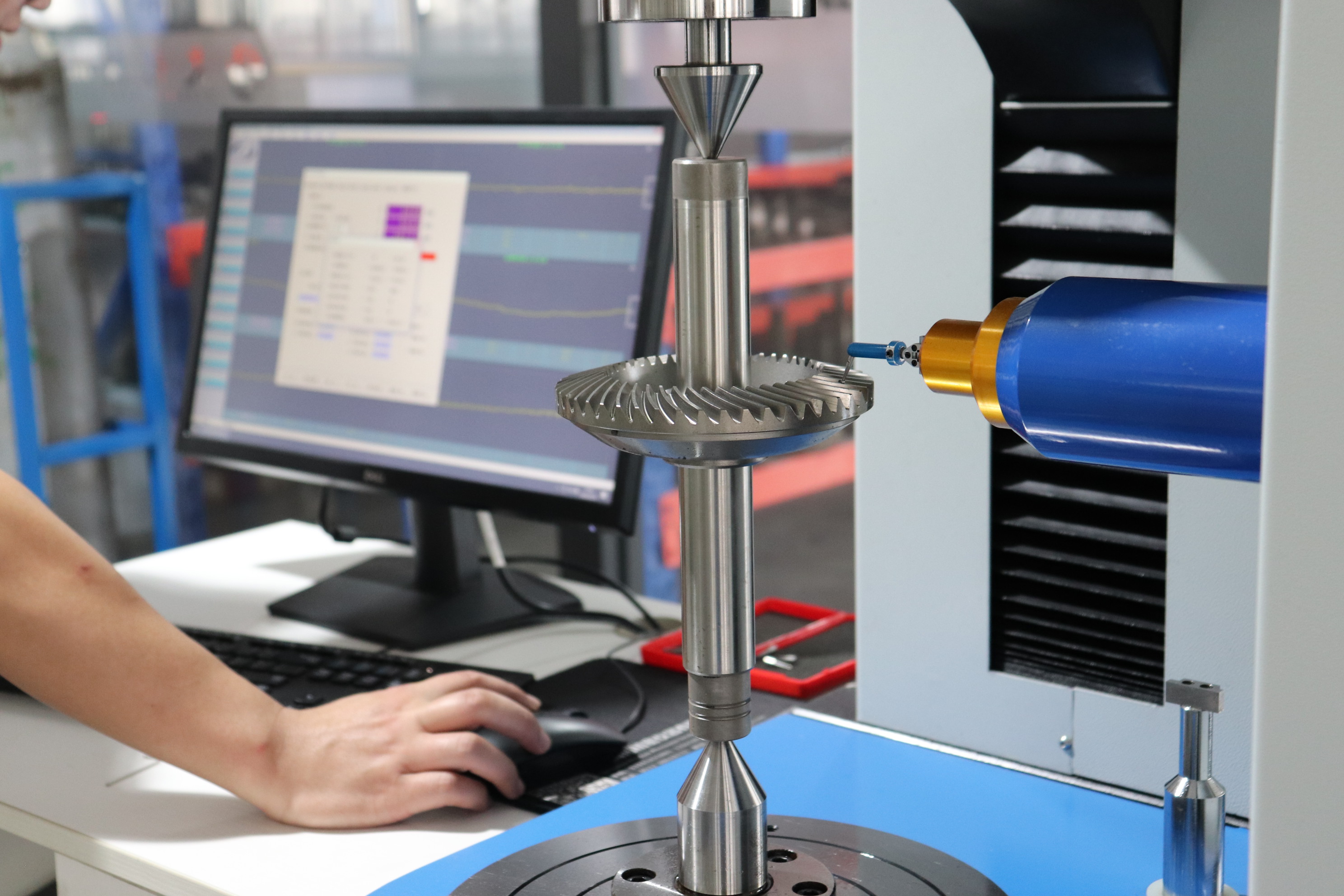
ІнспекціяПісля притирання шестерні проходять ретельну перевірку на наявність дефектів або відхилень від необхідних специфікацій. Це може включати випробування на розміри, хімічні випробування, випробування на точність, випробування на зачеплення тощо.
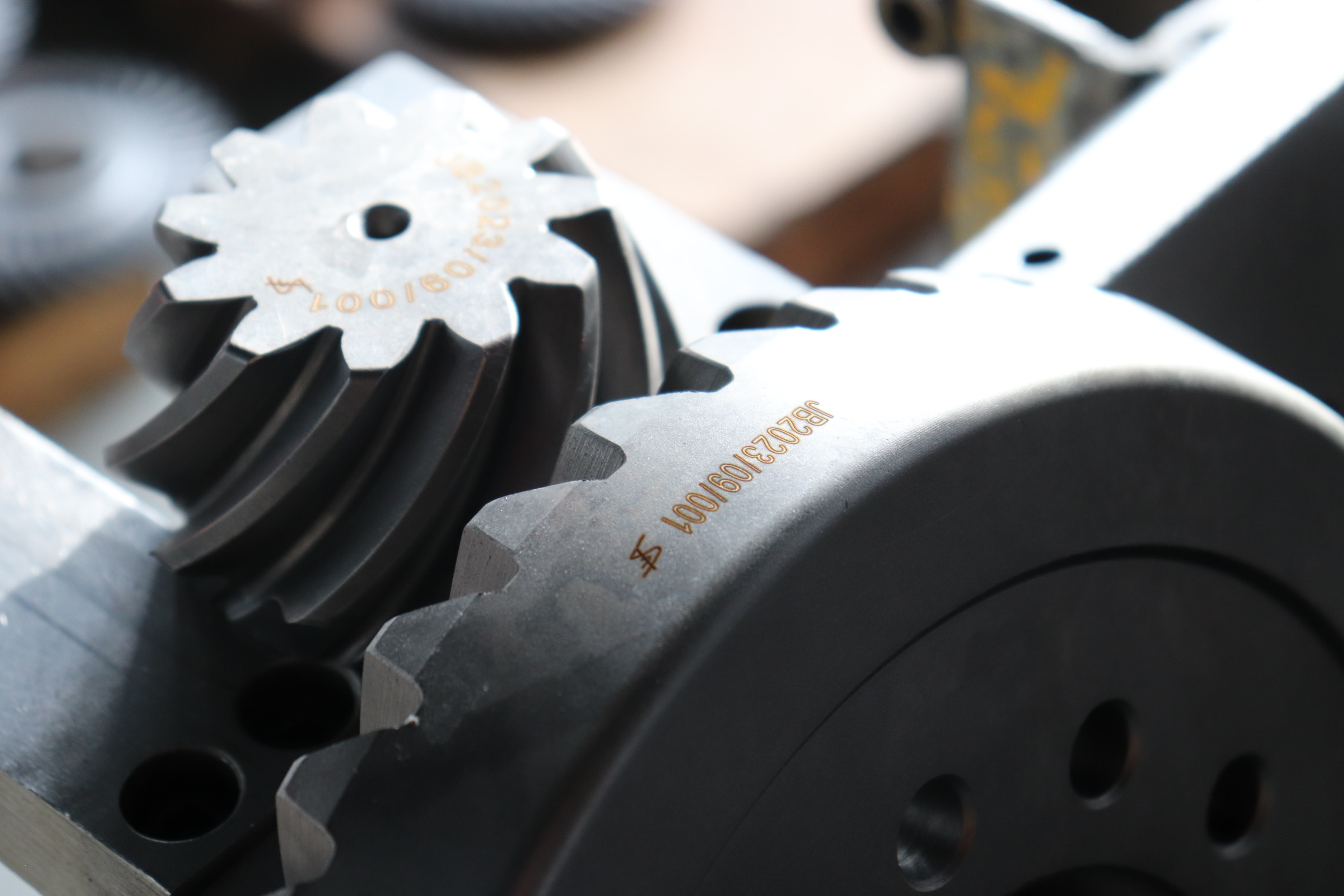
МаркуванняНомер деталі нанесений лазером відповідно до запиту замовника для легшої ідентифікації продукту.
Пакування та складування:

Важливо зазначити, що вищезазначені кроки надають загальний огляд виробничого процесу для притиранихконічні шестерніТочні методи та процеси можуть відрізнятися залежно від конкретного виробника та вимог застосування.
Час публікації: 20 жовтня 2023 р.